Last summer I took apart several pairs of old tongs which needed repair or reshaping to be useful but without time to go further I put them in a bucket and moved on. Recently I came across another pair of tongs needing repair and decided to tackle all of them in one bite. Bite seems like an appropriate word since it is mostly the bits that need attention. I did a quick “dental checkup” on some other ones I use a lot and added a few more to the pile.
As I worked I really studied what I liked or didn’t about the mechanics of each one and tried to find the best way to describe those features so I would be more aware of what was really working for me. There is a paradox in hand tool function. If the tool is working perfectly, it is almost invisible. It seems a natural extension of the hand - not something seeking attention.
So that led me to refining my tong vocabulary and being more specific about how I thought about their anatomy. There seems to be quite a bid of variation in how blacksmiths describe tong parts and styles so what works for me isn’t going to necessarily appeal to others but here goes.
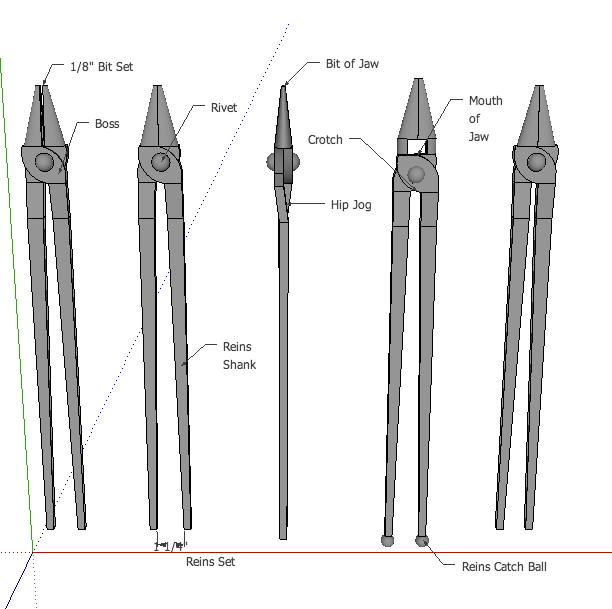
I think of tongs as having four general zones; the reins, the boss, the rivet and the jaw. The reins to tong length ratio determines to a large part the force which can be applied. A boss, in general is a protuberance or enlarged area of a shaft. In this case it is the hinge plate for the fulcrum - the rivet.
The portion forward of the boss is the jaw. The jaw has two divisions; the bit at the tip which usually has a specific shaped opening when viewed down the long axis. The bit is often about an inch in length. The gap between the pair of bits is the “set” of the jaw. The rest of the jaw leading into the boss is the mouth area providing what ever space is needed for the object grasped. Bolt tongs have a cavity to accommodate the bolt head. The mouth can be in straight alignment with the long axis, offset, or considerably offset - goosenecked.
The boss area largely controls any wobble tendency and gets the brunt of the frictional wear. Using a relatively large rivet, 3/8” to 1/2” diameter, and making the hinge plate an inch or more in width provides a lot of mechanical stability.
The gap between the reins where they join the boss is the crotch. I like that to be about 1/2” so the tongs hang nicely on a bar rack. That gap is the “set” of the reins. The inch or two run coming off the boss is the hip area and this is where the jog of the reins occurs to bring them into parallel with the long axis. The long run of the reins is the shaft and the terminal area is the catch region. An actual catch may be absent, a short terminal jog away from the long axis or some actual mass such as a ball. Sometimes it is a ring on one rein which flips over and catches on the other to act like a tong clip.
So that is the terminology I used as I went through the repair process. I made a number of observations related to the mechanics and about the specifics of bit design which I’ll post later after I’ve had more time to make more sketches for illustration. Later still, I plan to do a segment on tong making.
Back to work - living the dream.